
真空扩散焊机的原理你知道吗
来源:/news_article?news_id=119 发布时间:2021-07-22
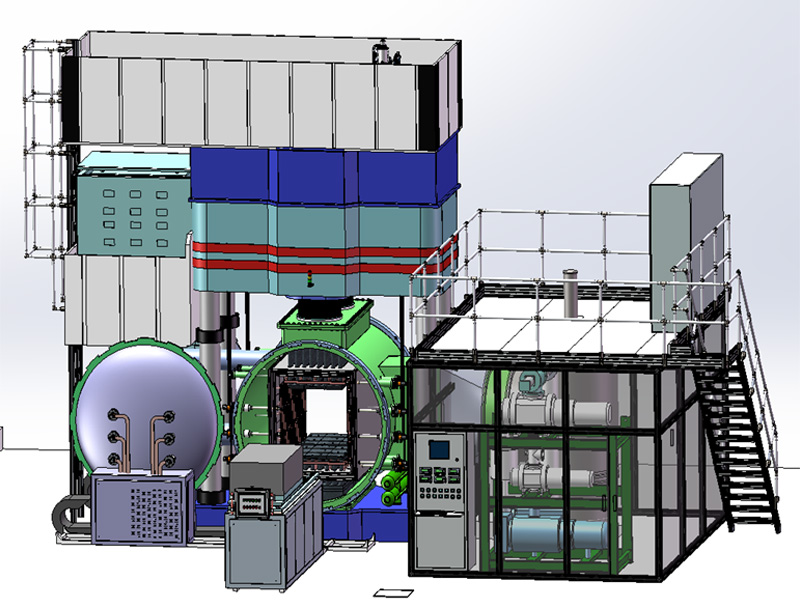
将焊件严密贴合,在必定温度和压力下坚持一段时间,使接触面之间的原子互相涣散构成联接的焊接办法。影响涣散焊进程和接头质量的主要因素是温度压力涣散时间和表面粗糙度。在必定范围内焊接温度越高,原子涣散越快焊接温度一般为材料熔点的0.5~0.8倍,一般在0.7倍的时分效果好。依据材料类型和对接头质量的要求,涣散焊可在真空、维护气体或溶剂下进行,其间以真空扩散焊机运用广,这是由于在真空状态下,焊接进程中焊接界面的气体会被吸到真空中。
这些组合工艺不但能大大提高生产率,并且能解决单个工艺所不能解决的问题。如超音速飞机上各种钛合金构件便是运用超塑性成形-涣散焊制成的涣散焊的接头功用可与母材相同,特别合适于焊接异种金属材料、石墨和陶瓷等非金属材料、弥散强化的高温合金、金属基复合材料和多孔性烧结材料等。涣散焊已广泛用于反应堆燃料元件、蜂窝结构板、静电加速管、各种叶片、叶轮、冲模、过滤管和电子元件等的制造。
相关标签:真空扩散焊机
